0120-747-636
0120-747-636こちらのコラムでは、はんだ付けの原理をご紹介いたします。
はんだとは
はんだ付けされる部分の金属(母材)をハンダゴテで加熱し「濡れ」と「毛細管現象」で溶かしたはんだを流し、金属とはんだの接合面に「合金」を作り 電気的に接続するものです。
はんだの成分って何?
「はんだ」とひとことで言っても用途や成分によって数多くの種類が存在します。
以前は、鉛を含んだ鉛含はんだ(共晶はんだ)が使用されていましたが、環境意識の高まりから鉛を含まない無鉛はんだ(鉛フリーはんだ)が一般的になりました。
一般的に使用されている鉛フリーはんだは、SnAgCu系と呼ばれるもので、錫(Sn)96.5%、銀(Ag)3%、銅(Cu)0.5%の組成比となっています。
含鉛はんだ(共晶はんだ)では、固まり始める温度と溶け始める温度がほぼ183℃でしたが、鉛フリーはんだは、温度上昇時の溶け始める温度と温度下降時の固まり始める温度が異なり217℃~220℃になっています。
はんだ付けには、通常糸はんだを使用していますが、これは中心にフラックスが入り、外をはんだ合金で覆った構造となっています。
フラックスとは
糸はんだのフラックスは松ヤニ等植物性天然樹脂に薬品を加えた物ではんだ付けにおいてはなくてはならないものです。主な働きは次の3つです。
- はんだより先に(約90℃)で溶けて、金属(母材)や溶けたはんだ表面の酸化物や汚れを除去しきれいにする。
- はんだの表面張力(粘り気)を小さくしはんだの濡れ現象を促進する。
- 溶融はんだの表面を覆って再酸化を防ぐ。
母材とは
母材とは、はんだ付けする金属のことです。
母材表面の状態
母材表面ははんだ付けの障害物で幾重にも覆われています。 一見きれいに見える金属表面は小さなほこりやゴミが無数に付着し、油脂の付着も意外に多いものです。又、母材が空気中に放置されることによって酸素と化合して酸化膜が形成されます。
母材の形状
母材の形状ははんだ付け性と接合の信頼性に大きく影響するために、次に挙げる条件が満たされている必要があります。
- 機械的に固定されている。動くと冷はんだになる。
- 隙間(クリアランス)が適正である。
- 合部全体が同時に同程度温度上昇すること。
- 不必要なところへはんだが流れない構造である。
- 危険なところにフラックスが飛ばない構造である。
- 熱に弱い部分は保護されている。
- 接合部に応力が加わらない。
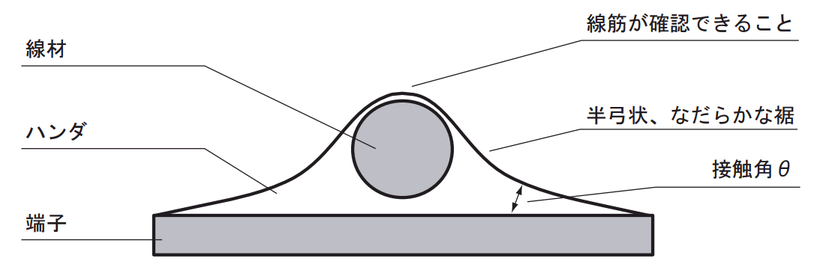
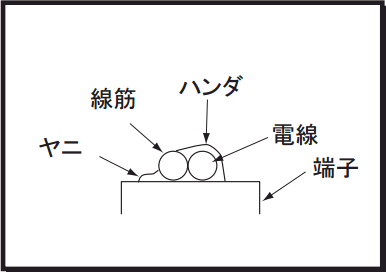
良いはんだ付けとは
- はんだ本来の光沢があること。
- 線筋が確認できること。
- フィレットが出来ていること。
- 接触角θが小さいこと。
- 割れ、ピンホールが無いこと。
ハンダ付け不良の例
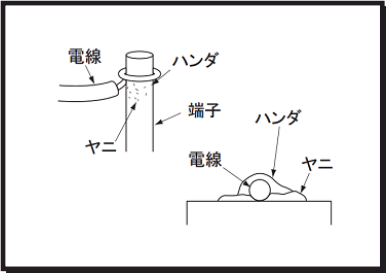
1)ヤニ付き
症状
- フラックスの膜があり引っ張ると外れる。
対策
- 母材の温度を十分に上げる。
- 母材表面が汚れていると起こしやすい。
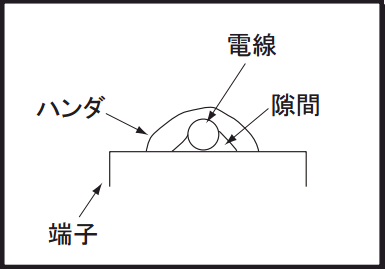
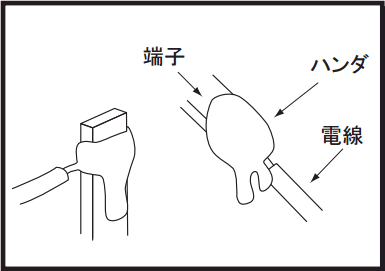
2)トンネルハンダ
症状
- 内部に隙間があり部分的にしか接合していない。
対策
- ハンダが固まるまで動かさない。
3)イモハンダ(冷ハンダ)
症状
- 表面がザラザラし、光沢がない。
対策
- コテ先温度を下げる
- 古いハンダを取らずにコテだけで修正しない
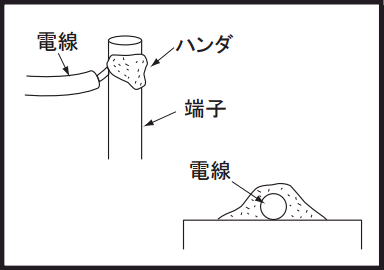
4)ハンダ過剰
症状
- 線筋が確認できない。
- 不必要な個所にハンダが流れている。
対策
- ハンダ供給量を減らす。
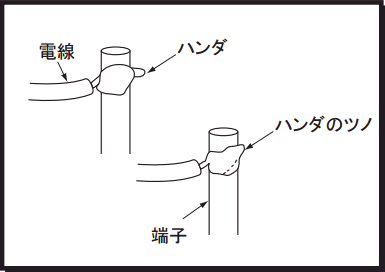
5)ハンダツノ
症状
- ツノがある。
対策
- 加熱後の時間を短くし、コテを素早く引く。
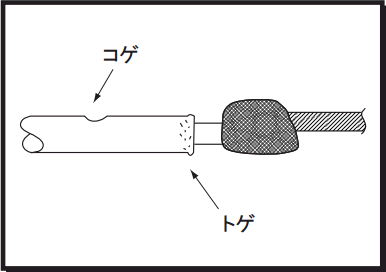
6)被覆の焦げ、トゲ
症状
- 線材が溶けている。
対策
- コテの取扱に注意する。
7)ハンダ不足
症状
- 十分に濡れていない。
対策
- ハンダの供給量を増やす。
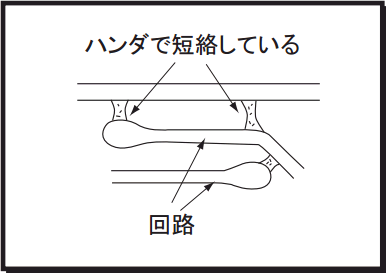
8)ブリッジ
症状
- ハンダにより短絡している。
対策
- 後加熱を長くせず、コテの引く方向を検討する。